首頁(yè) >> 資訊動(dòng)態(tài) >> 技術(shù)支持 >> 高精度圓環(huán)薄壁型金屬零件加工方法介紹
高精度圓環(huán)薄壁型金屬零件加工方法介紹
時(shí)間:2016.07.061 國內外現有的加工方法與不足
1.1 國內的加工方法與不足
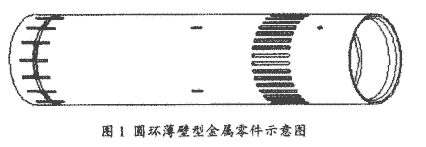
如加工一種圓環(huán)薄壁型零件,其外圓公差0.06mm,同軸度要求0.1mm,零件最薄處壁厚僅2.25mm,外圓尺寸達500mm,外圓表面上還有多處 斜槽,國內常見(jiàn)的加工方法是:數控車(chē)床三爪卡盤(pán)裝夾并進(jìn)行校正,然后分別精車(chē)外圓和內孔;但精車(chē)外圓和內孔時(shí),工件因材料內應力變化而容易產(chǎn)生變形,產(chǎn)品 的最終尺寸出現不同程度的變化而導致超差,卻又無(wú)法返修,超差較多的只能直接報廢。另外,加工外圓和內孔后,還需要使用加工中心來(lái)加工斜槽和側孔,此時(shí), 產(chǎn)品外形已經(jīng)精加工到位,外圓面不能過(guò)度受力,不能使用軟爪校正,任何的夾緊力對于薄壁件來(lái)說(shuō)都有可能使其變形[1]。因此,現有的加工方法既對于加工者 的操作經(jīng)驗要求很高,同時(shí),加工成品率又較低,導致要么產(chǎn)品產(chǎn)量上不去,要么因關(guān)鍵零件無(wú)法加工而不能制造整機部件或成套設備。
1.2 國外的加工方法與不足
國外目前的做法有的是通過(guò)提高原材料質(zhì)量,包括鍛造、熱處理等性能參數,從而改善材料穩定性,降低加工變形性;或通過(guò)增加零件的加工工序,即先保證外圓
和內孔的尺寸精度基本到位后,然后加工其他槽、孔等局部結構,最后通過(guò)修正表面質(zhì)量使尺寸和表面質(zhì)量符合要求。但上述做法都會(huì )明顯增加零件的制造成本和制
造周期,直接導致零件或所應用的整機價(jià)格上升,產(chǎn)品的性?xún)r(jià)比下降。
2 一種新型加工方法
作者所在團隊經(jīng)過(guò)長(cháng)期的經(jīng)驗積累和技
術(shù)攻關(guān),在不增加其他專(zhuān)用加工設備的前提下,充分利用數控車(chē)床、加工中心等自動(dòng)化加工裝置,應用專(zhuān)門(mén)設計的三個(gè)工裝,即可以精確加工圓環(huán)薄壁型關(guān)鍵金屬零
件。具體方法是:在現有使用數控車(chē)床加工的方法上,設計出三套工裝,分別是一套漲套內孔工裝配合精加工外圓,一套包夾外圓工裝配合精加工內孔,一套加工槽
的工裝,以圖1中的工件為例,其加工工藝步驟是:
(1)使用數控車(chē)床半精加工,工件的外圓和內孔留有余量;(2)上漲套內孔工裝精加工外
圓:漲套內孔工裝的漲套外圓尺寸與半精加工后的工件內孔尺寸是配合尺寸,且漲套是開(kāi)口的,漲套內孔工裝放進(jìn)工件內孔之后,通過(guò)漲套內孔工裝上的螺母擠壓使
得漲套膨脹,從而起到漲緊作用,然后精加工外圓;(3)上包夾外圓工裝精加工內孔:該工裝的套管均分為三部分,每部分分別通過(guò)卡盤(pán)軟爪固定在卡盤(pán)上,套管
的內孔尺寸與工件的外圓尺寸是配合尺寸,在工裝松弛狀態(tài)下,將工件裝夾在套管內,緊固卡盤(pán)軟爪,包緊工件,然后精加工內孔;(4)上加工槽的工裝:該工裝
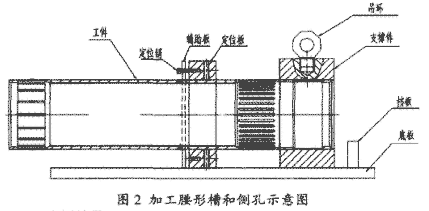
的定位板和支撐件支撐工件,定位板上設有螺栓孔,通過(guò)內六角螺柱將工件的中部夾緊固定,支撐件對工件的端部進(jìn)行支撐,該工裝確定加工槽的位置是通過(guò)定位板
來(lái)完成,定位板上設有若干定位孔,定位板前還設有與其垂直的定位銷(xiāo),定位孔的精度與定位銷(xiāo)相配,定位板配合定位銷(xiāo)每旋轉一個(gè)孔的角度,便可以確定一個(gè)槽的
加工位置,進(jìn)而對薄壁工件進(jìn)行槽的加工[2]。如圖2所示。
3 應用效果
通過(guò)在實(shí)際制造中應用此方法,有效解決了廣泛的圓環(huán)薄壁類(lèi)金屬零件的加工難題,降低了對加工者經(jīng)驗和技術(shù)的要求,并大幅提高了加工精度和成品率(外圓公
差由原來(lái)的0.15提高到0.05、成品率由60%提高到90%)。與國內外現有技術(shù)相比,沒(méi)有通過(guò)另購專(zhuān)用大型高精度設備或另設計制造復雜工裝來(lái)實(shí)現該
類(lèi)零件的精密加工,也不像傳統加工方法那樣對加工操作人員的技術(shù)經(jīng)驗要求很高,只需應用簡(jiǎn)單的幾套工裝和加工工序即可,成本低、便于實(shí)施和推廣。
4 結束語(yǔ)
高精度圓環(huán)薄壁型金屬零件使用范圍非常廣,從通用機械到專(zhuān)用機械再到特種機械,從零件到部件再到成套設備,這類(lèi)零件尺寸和形狀精度要求高、表面質(zhì)量要求
高、壁厚又很薄,加工難度非常大,產(chǎn)品的一次制造合格率很低,直接影響整機設備的生產(chǎn)效率和交貨期;如果為此而進(jìn)口專(zhuān)門(mén)的高精度高性能加工設備則將耗費更
多的資金,并因此提高產(chǎn)品的制造成本和銷(xiāo)售價(jià)格,導致產(chǎn)品性?xún)r(jià)比不高,競爭力差。
因此,發(fā)明、應用并推廣一種方便實(shí)用、經(jīng)濟可行的加工方法具有重大經(jīng)濟效益和社會(huì )意義,不僅可以有效提高產(chǎn)品制造精度和使用性能,也可以促進(jìn)我國機械加工制造技術(shù)的發(fā)展。
全國免費服務(wù)熱線(xiàn)
400-6656-199
周一至周六 8:30-22:00

Copyright ? 2016 礪山智能裝備(廣東)有限公司 所有版權 備案號:粵ICP備16044245號 友情鏈接::計量檢測機構 軍用帳篷 萬(wàn)盈網(wǎng) 數控車(chē)床廠(chǎng)家
